为达到节能减排的目标,世界各国汽车制造厂商已经把车身轻量化作为汽车发展的重要任务。不同的材料有不同的密度、强度和价格,需要不同的成形与连接工艺。
综合考虑这些因素,对汽车减重最有竞争力的材料是铝合金、镁合金和超高强钢。下表列出了这些板材性能、价格和工艺特性。用K (密度×价格÷强度)来评价材料在汽车减重方面的竞争力,K 值越低,竞争力越高。从下表可以看出,三种材料竞争力排序为高强钢、铝合金和镁合金。
铝合金的K值虽然略低于超高强钢,但是随着技术进步和市场扩大,铝合金的强度会逐渐增加,价格会逐渐降低,竞争力会逐渐增加。铝合金在减振、抗氧化、耐腐蚀、易回收方面的优越性能及其对冷冲压工艺的适应性提升了铝合金在汽车减重方面的竞争力。
据估算,用铝板替代钢板,白车身可减重40%~60%。2006年欧美日等国的轿车平均用铝量已经达到127kg/辆,2009年欧洲一些典型车型变形铝合金用量已达25~30kg。
目前冷冲压仍然是铝合金车身结构件和覆盖件大批量成形的主要工艺。但是铝合金板的力学性能与传统钢板有很大差别,这给铝合金汽车车身板件冷冲压成形造成了高回弹、低塑性的技术困难。在超塑状态下铝合金高成形性能可避免零件开裂,高温和低流动应力可消除回弹变形,所以用超塑性成形技术可以避开上述困难,成形出复杂形状的铝合金汽车车身覆盖件和结构件。
另外超塑性气胀成形只用凹模不用冲头,模具成本低;可以用两个凹模、两块板料同时胀形两个零件。
在航空工业领域,超塑成形技术已经广泛用于难变形材料复杂形状零件的成形,并有30多年的发展历史。但是铝合金板料超塑成形技术进入汽车制造领域,成为一种备选的制造工艺只是近十几年的事情,因此它还属于一种需要不断改进和大力推广的新技术。
传统超塑成形技术的慢速、低效率缺点和高材料成本将抵消掉一些低模具设备成本的优势。例如,根据一个铝合金发动机罩的技术成本模型估算,当年产量小于5000件时,普通超塑成形方案的成本-效益曲线才会高于冷冲压方案。这是因为批量越大,工具设备成本分摊降低,材料成本和单件成形的时间成本累计上升。为了在汽车行业推广铝合金板料超塑成形技术,需要进行如下的工艺改进,使之最大限度适合汽车工业的需求。
(1)改进超塑成形的高温与慢速特征,适应汽车生产大批量和高生产率要求。
(2)降低超塑性铝合金板材的价格,使用低价的普通工业牌号铝合金,例如A A5182,适合汽车生产低成本要求。
(3)金属板料超塑成形与冲压成形的工艺原理不同,设计原则不同,运行条件不同,不能将它作为一道工序塞入冲压生产线,而应建立单独的超塑成形车间和自动化生产线。
铝合金超塑性材料选择
对应冷冲压工艺,用于汽车车身板材的铝合金主要有A l-C u-M g(2000系)、A l-M g(5000系)和A l-M g-S i(6000系)三种。6000系塑性好、强度高、烘烤硬化,成为许多汽车生产商的首选车身材料,如欧洲用6016铝合金较多,美国用6111铝合金较多。5000系主要用于车身内板等形状复杂的零件。
在高应变速率下铝合金延伸率随应变速率增加而增加,使得铝合金的保险杠骨架、加强梁或侧防撞梁在发生碰撞时有良好的吸能特性。5000系列铝合金的微观组织比较接近超塑成形工艺的要求。为了获得更好的超塑性能,一些铝合金公司通过修改轧制工序和化学成分微调研制出超塑成形专用的5083铝合金板材。
超塑性专用的5083板材具有等轴细晶组织,其平均晶粒尺寸在10μ m量级。超塑性温度范围是450~550℃;延伸率范围是10-4/s~10-2/s;最好的应变速率敏感指数m 值在0.4~0.5;最大延伸率范围是300%~480%。图1为不同温度下超塑性铝合金5083的延伸率、应变速率敏感指数m 值、峰值应力随应变速率的变化。图2为在I C S A M2003会议上展出的用超塑性专5083铝合金成形的汽车内板件。
因为专用的制造工艺以及用量较少,使得这种超塑性专用5083铝合金板材价格很贵,造成目前铝合金超塑成形多用于高档车、跑车和特殊车型上面。为了将铝合金超塑成形技术用于普通低挡车上,目前只能适当降低对铝合金板材超塑性能的要求,在5000系列中寻找既能满足普通汽车零件超塑成形要求、价格又不太贵的普通工业牌号的铝合金材料。中国研究者具有这方面的技术优势,能够在材料超塑性和零件成形需求方面找到平衡。
近年来的研究结果证明,普通工业牌号的铝合金板材A A5182可以满足这个要求。例如对欧洲生产的三种铝合金板材A A5182与两种6016铝合金板材(A C121,660T4)进行了高温拉伸试验、晶粒大小与形态演化观察和试样断口破坏机理分析。变形前5182、A C121和660T4均为等轴晶粒,晶粒度分别为16μ m、22μ m和38μ m。
试验发现,三种铝合金变形后的晶粒多数被拉长,晶粒拉长趋势随应变率增加、温度降低而变大。在低应变速率1.67E-4/s下A A5182在各种温度变形时晶粒都保持等轴。
三种合金按照拉长的椭圆度从小到大排列依次为:A A5182、A C121、660T4。这也是变形中晶界滑移的成分由多到少、超塑性由好到坏的排列顺序。
上述排列顺序与根据拉伸试验的延伸率、m 值评价出的三种合金超塑性的好坏顺序是一致的。另外只有A A5182在1.67E-4/s条件下,试样断口为空洞破坏,最大空洞率为60%。
所有这一切说明A A5182具有较好的超塑性能。图3为A A5182铝合金延伸率随温度和应变速率变化的关系曲线。可见,最大延伸率位置随应变速率的提高向高温处移动。当应变速率在0.001 67/s时,温度375℃上的延伸率峰值达到210%,m 值为0.25;当应变速率在0.0167/s时,温度500℃上的延伸率波峰值到225%,m 值等于0.35。
工业牌号铝合金车身板件超塑成形技术
如上所述,工业牌号铝合金板材的晶粒不太细小,超塑性能不太优秀,用于复杂形状汽车车身覆盖件或结构件超塑成形时,材料的成形能力没有多少富余。当工艺设计不妥时可能会出现零件破裂。因此需要用模具和工艺的优化设计来弥补材料的塑性能力不足。
具体的操作步骤是:首先根据待形零件形状设计模具型腔,包括待成形的零件形状和必需的工艺补充面。对于同一个零件,设计不同的工艺补充面就有不同的模具型腔。对于相同的坯料、相同的压边,使用不同的模具型腔,不同的气胀压力—时间曲线,成形后的零件会有不同的应变分布和厚度分布。
在加工模具之前,应用超塑成形工艺数值模拟方法优化模具设计和气胀压力-时间曲线,以获取最佳的零件厚度分布:最小厚度的数值应大于板材自由胀形试验破坏时的最小壁厚,最小壁厚位置应尽量躲开零件曲面,出现在工艺补充面上。
这种用普通工业牌号铝合金板材成形汽车车身板件的技术发明专利已被授权,并用于意大利某牌号汽车前翼子板的成形。坯料为欧洲生产的A A5182铝合金板材,板材初始晶粒度为55μ m,最大延伸率大于200%。成形温度为450~500℃,最大成形压力为0.4M P a左右。
图4为超塑成形的零件照片以及用数值模拟得到的零件厚度分布图。模拟结果显示这个工艺补充面设计是合理的,成形后零件的最薄壁厚为0.6m m,远大于板材自由胀形试验破坏时的最薄壁厚0.25m m,最薄的位置在工艺补充面上。
提高超塑成形的速度
大多数超塑性合金的最佳应变速率范围在1E-4/s~1E-3/s。这种低应变速率特征造成单件铝合金零件超塑成形的时间很长,如用普通超塑成形方法成形上述翼子板需要30~50m i n。这种生产效率对于汽车零件的生产是不可接受的,成为制约铝合金板料超塑成形技术在汽车车身制造中广泛应用的主要障碍。
为了提高超塑成形的速度,近20年来材料科学家和金属成形工程师分别从改进材料和改进成形工艺两个方面进行了大量的研究,取得了如下的研究成果。
1.高速超塑性材料
从20世纪90年代起,国际超塑性材料研究专家就开始了高速超塑性的研究,其基本思路是通过大塑性变形的前处理工序,最大限度地细化晶粒以提高材料的最佳超塑性应变速率或降低最佳超塑性温度。据估算,当应变速率大于1E-2/s时,单件超塑成形的速度就可以满足汽车零件生产节拍的要求。
研究的重点是寻求实施大塑性变形的方法、确定合适的工艺参数以及观察晶粒细化的效果。轧制和等通道角型挤压是实现材料大塑性变形的主要方法。经过这样处理后的A l-M g基铝合金,晶粒可细化到10μ m左右,应变速率低于1E-2/s时最大延伸率可达到400%,一般情况不超过200%。300℃时最大延伸率达到1100%,200℃以下延伸率不超过200%。
有文献报道,对A l-3M g-0.2S c合金通过8道次室温等通道角型挤压细化晶粒实现了高速超塑性:300℃,2.5E-3/s和1E-2/s,延伸率1200%;350℃,2.5E-3/s和1E-2/s,延伸率为1700%;400℃,2.5E-2/s,延伸率为2200%;450℃,2.5E-3/s,延伸率为2500%。
需要说明的是,目前大多数A l-M g基铝合金高速超塑性和低温超塑性结果仍然停留在实验室阶段,距实际板材的生产还有一定距离。为了提高超塑成形的速度,只能基于现有的铝合金板材,改进传统的超塑成形工艺。
2.改进超塑成形工艺
普通的板料超塑成形是通过气体压力将高温平板坯料吹入凹模。气胀压力—时间曲线控制着板料变形的应变速率和成形的速度。超塑性变形的低应变速率特征决定了慢速是普通超塑胀形的固有缺点。
改进超塑成形工艺是提高铝合金板料超塑成形生产率的重要方法。超塑成形作为一个成形循环过程,包括坯料制备、加热、润滑、装料、成形和卸料多个环节。
一个成形循环的时间等于各环节所用时间的总和,生产效率=一个成形循环所成形的零件数目÷一个成形循环所需要的时间。提高生产效率的第一个方法是同时进行多件成形,即实行一模多件或者多模多件。瑞士的Form Tec AG公司设计了专用压力机,它有上下两层工作平台,每个平台都有3m×2.2m的上下加热板,上侧固定,下侧可平动,每层可放置三套模具,同时成形六个零件。
该技术已经用于成形M a y b a c h车的内门板、前门铰接板等零件。提高生产效率的第二个方法是直接缩短零件超塑成形环节的时间。这种方法的主要思路是通过冲压与超塑胀形复合,既能缩短零件超塑胀形的路径,又不减弱超塑胀形的技术优势。
考虑到冲压工艺不要求低应变速率,一个通常的做法是用冲压方法成形出零件的主体形状,称之为预成形,然后用超塑胀形的方法成形出零件形状的细节。预成形可以是单独进行的冷冲压,也可以是和超塑胀形在同一工步进行的热冲压。两者在效率上各有优点。
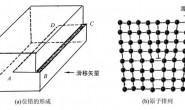
在两种成形过程中,板料变形分布各不同,二者有交替的趋势。以方盒件成形为例,对于冲压工艺,板料中心部位与冲头底部接触不变形,板料周边材料向凹模里流动,发生主应变为一拉一压的大变形,所以侧壁变形最大;对于超塑性胀形工艺,没有贴膜的部分发生主应变为双向拉伸的自由胀形,胀形路径最长的局部圆角部位变形最大。
所以这种复合成形工艺不仅有利于缩短成形时间,还有利于均匀的变形分布和降低对材料成形性的要求。已有多篇文献报道了这方面的研究。笔者申报了一个“热冲压与超塑气胀复合成形工艺”的发明专利,这是一种广义超塑成形。它允许使用工业牌号铝合金板材作为坯料,最多由热冲压—超塑胀形—冲压整形三道工序组成。第三道工序用于成形过小的圆角,以降低第二道工序时气胀压力,如果零件圆角不太小,可以取消第三道工序,图5为其示意图。与单纯超塑胀形工艺相比,使用复合工艺不仅可以快速加压、缩短成形时间,还可以使零件壁厚更均匀。
美国G M发展了行李箱外板单独预成形,然后气胀成形形状细节的专利,也称之为快速塑性成形(Q P F),其材料为超塑专用5083铝合金,气胀成形温度410~500℃,胀形压力为3M P a,最大应变速率为10E-3/s,据说零件成形时间从60m i n减少到12m i n。图6为QPF专用的成形设备。
3.工艺方面的其他改进
超塑成形后的零件贴附在凹模型腔上,零件出模时需要一定外力以克服零件与模具之间的粘连力和零件自身的重力。因为高温状态下零件变形抗力很低,所以预防零件出模时变形非常重要。
为了满足汽车零件高生产率的要求,需要实现零件出模快速自动化,并能保持零件出模时不变形。为此可以考虑零件适时降温和用分布力驱动零件的措施。
目前已经有汽车制造商申报了这方面的专利技术。在可能的条件下设计双板坯超塑性气胀成形工艺方法,使用上下两个模具实现一次两件成形,其原理如图7所示。美国GM申报了这方面的专利。
因为铝合金在超塑性状态比常温状态有更高的成形性能,因此在车身板件设计时,可以将原来需要彼此连接的多个零件设计成一个零件进行超塑性成形。这不仅提高了零件成形效率,也减少了焊接工作量。此外,如果能用超塑成形方法成形出翻边的形状,也可因减少翻边工序提高成形效率。
国内研究概况与市场前景
近年来国内一些汽车制造企业开始参与铝合金汽车车身板件的成形研究。但因各种原因,至今企业只关注铝合金板料的冷冲压成形。如2005年奇瑞公司用冷冲压方法和欧洲6016板材成形出了发动机盖;二汽曾经为仿制美国军用越野车进行过铝合金覆盖件的冷冲压工艺研究。
近年来,国内标致307与206、北京大切诺基、长安C V L L和一些军车使用了铝合金车身板件。在铝合金汽车车身板件冷冲压板材研制方面,西南铝公司与一些大学、研究所合作已经完成了两期863项目,在研制6000系列板材方面做了大量的工作。
20世纪90年代末,北京机电研究所曾与意大利菲亚特公司共同申请欧盟第五框架的研究项目,进行了普通工业牌号铝合金汽车覆盖件超塑成形工艺的研究,该课题使用超塑性能不太好的工业牌号铝合金A A5182,用超塑性胀形方法成形出意大利某型号汽车的前翼子板。
最大胀形压力为0.4MPa, 成形温度为450~500℃,成形时间30m i n。2002~2005年在863项目的支持下,又对该项目进入了更深入研究。
为了提高超塑成形的效率,2011年开始在国家重大专项的资助下又开始了铝合金汽车覆盖件快速超塑成形工艺与装备的研究工作。该研究项目依然使用工业牌号5000系列的铝合金板材,主要研究如图5所示的热冲压与超塑成形的复合方法。
当前中国乘用车产销量已经稳居世界第一,国内外各汽车厂商的竞争已经由以往的纯粹中低档车的价格竞争转变为高档车的性能质量竞争和中低档车的价格竞争。
实际上,无论是合资汽车厂家还是国内独资厂家,高档汽车、跑车和特种车的生产已经进入批量化阶段,例如一汽大众奥迪、华晨宝马、上海通用凯迪拉克、北京奔驰跑车、奇瑞风云Ⅱ号C O U P E、吉利风隐等。显然这种市场竞争形势加速了国产汽车对铝合金汽车车身板件超塑成形的技术需求。
结语:
近20多年来,国内外对铝合金汽车车身板件超塑成形技术进行了大量的研究工作,在提高铝合金板料超塑成形速度、降低铝合金材料成本方面取得了很多实质性进展。在晶粒细化、提高超塑性应变速率方面,已经研制出延伸率超过400%的超塑性专用5083铝合金;为降低材料成本研制出工业牌号铝合金车身板件超塑成形技术;为提高成形效率研制出多种快速超塑成形的方法:
选用高速超塑性铝合金、热冲压与超塑胀型复合成形工艺、Q P F及一次多模多件成形技术等。近年来中国国内汽车产销量已经稳居世界第一,并开始了高端汽车性能质量的竞争。这种发展形势加速了中国汽车制造业对铝合金车身板件的超塑成形的技术需求。
来源:期刊-汽车零部件先进加工技术。作者:金泉林(机械科学研究总院)