1. 焊接性分析
(1)间隙元素沾污引起脆化
钛在高温下有很强的化学活泼性。钛在300℃以上快速吸氢,600℃以上快速吸氧,700℃以上快速吸氮。所以钛在焊接过程及焊后冷却过程中若得不到有效保护,必然引起塑性下降,脆性增加。一般钛材中碳的质量分数控制在0.1%以下。碳超过其溶解度时生成硬而脆的TiC,呈网状分布,容易引起裂纹。
(2)热裂纹
由于钛及钛合金杂质含量少,故不易产生热裂纹,但如果焊丝质量不合格,特别是焊丝存在裂纹、夹层等缺陷,存在大量杂质时,则可能引起焊接热裂纹。
(3)热影响区可能出现延迟裂纹
焊接时由于熔池和低温区母材中的氢向热影响区扩散,引起热影响区氢的聚集,在不利的应力条件下会引起裂纹。
(4)气孔
气孔是焊接钛及钛合金时最常见的缺陷。一般有两类,焊缝中部气孔和熔合线气孔。在焊接线能量较大时气孔一般位于熔合线附近。焊缝气孔的形成原因主要在于焊接区,特别是由于对接端面被水分、油脂污染所致。
2.焊接工艺
(1)焊接方法
焊接方法采用GTAW,采用直流正接,使用带有高频引弧和衰减熄弧装置的焊机。
(2)焊接材料
焊丝的选用应使在正常焊接工艺下的焊缝在焊后状态的抗拉强度不低于母材退火状态的标准抗拉强度下限值,焊缝焊后状态的塑性和耐蚀性能不低于退火状态下的母材或与母材相当,焊接性能良好,能满足制造和使用的要求。
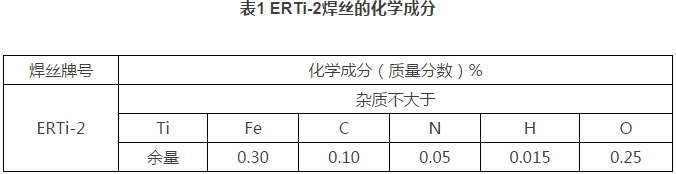
选择的焊丝为ERTi-2,其化学成份见表1。

保护气体的选用:
焊接用氩气纯度不应低于99.99% ,露点不应高于-40℃ ,当瓶装氩气的压力低于0.981MPa 时不宜使用。对焊接熔池及焊接接头内外表面温度高于400℃的区域均采用氩气保护。
(3)焊前准备
- 应采取有效的措施避免在焊接过程中出现钢与钛互溶,焊接场地洁净,避免使用铁制工具。
- 坡口加工,管材切割后,采用砂轮机打磨出坡口,坡口角度为单边30°±2.5°,钝边0.5~1.5mm。加工坡口不允许使母材产生过热变色。
- 坡口及焊丝清理,坡口及其两侧各25mm以内的内外表面进行清理,清理程序如下:磨光机打磨—砂纸轮抛光—丙酮清洗。焊丝也用沾丙酮的海绵擦拭干净,并仔细的检查母材坡口附近和焊丝有无裂纹和夹层,如有,清除后再焊接作业。清洗后不能直接进行焊接作业,待坡口端面晾干后方可以作业。如不能及时焊接,应用自粘胶带及塑料布对坡口予以保护。清理时间到焊接时间不超过2小时,焊工用手套应洁净,用前须用无水乙醇(或丙酮)清洗,避免将棉质纤维附于焊件表面。
- 焊接施工前,应根据焊接工艺评定编制焊接作业指导书,焊工应按指定的焊接作业指导书施焊。
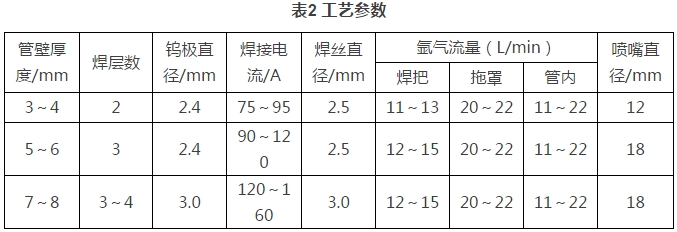
(4)焊接工艺参数(见表2)
- 焊接时选择的工艺参数在保证焊缝成形良好的情况下,选用小线能量焊接,层间温度不得高于200℃,防止高温时间过长晶粒长大。
- 焊接作业均应在氩气保护下进行:采用焊炬喷嘴保护熔池,焊炬拖罩保护热态焊缝及近缝区的外表面,管内充氩保护焊缝及近缝区的内表面,具体措施:直径较大的管子焊接时,管内工作人员戴上防毒面具,手持保护罩对焊接熔池背面进行保护;直径较小的管子或固定口焊接时,在管子内表面距离坡口150~300mm(根据可操作性取较大值)处采用可溶纸密封,再塞入一团可溶纸防止管内气压过大将密封可溶纸破坏,然后充入氩气将管内空气排净。焊接前必须充分预充氩气,焊后应延时充氩,以使高温区充分冷却,防止表面氧化。
3. 焊接操作注意事项
(1)施焊时,焊丝与焊件间夹角尽量保持最小,基本上不作横向拨动,当需要摆动时,频率要低,幅度不要太快,而且送丝要平稳。焊接过程中填充焊丝应始终保持在氩气的保护之下。熄弧后焊丝不得立即暴露在大气中,应在焊缝脱离保护时取出。焊丝如被污染、氧化变色时,污染部分应予以切除。
(2)不得在焊件表面引弧或试验电弧;焊接中应确保起弧与收弧的质量;收弧时应将弧坑填满,多层焊的层间接头应相互错开。
(3) 除有特殊要求外,每条焊缝应一次连续焊完,如因故被迫中断,再焊时必须进行检查,确认无裂纹后方可继续施焊。
(4) 如果焊接作业时不慎出现夹钨时,应停止焊接作业,用磨光机清除钨点,钨级端部重新打磨,达到要求后方可重新进行焊接作业,要求与开始焊接作业相同。
(5) 为了减少焊接变形,焊前在接头坡口间进行定位焊,定位焊应与正式的焊接工艺相同,定位焊的焊缝长度宜为10~15mm,高宜为2~4mm,且不超过壁厚的2/3。定位焊的焊缝不得有裂纹及其它缺陷,定位焊焊缝两端,宜磨成缓坡形。
(6) 钛管焊接环境若出现下列情况之一,而未采取防护措施时应停止焊接:风速≥2m/s;相对湿度大于90%;下雨下雪;温度低于0℃。
(7) 焊缝返修工艺与原焊接工艺相同。同一部位的返修次数不得多于两次,若需二次返修时,应制定返修措施。经焊接责任工程师批准后进行,并应在施工记录中注明。
4. 焊接检验
(1) 焊工应对焊好的焊道表面进行清理,要求外观良好。宽度以每边盖过坡口边缘2mm为宜,角焊缝的焊脚高度符合设计规定,外形平稳过渡。表面质量应符合下列要求:不允许有咬边、裂纹、未熔合、气孔、夹渣、飞溅存在;焊缝余高:当壁厚小于5mm时,为0~1.5mm;当壁厚大于5 mm时,为1~2mm;c 焊缝表面错边量不应大于壁厚的10%,且不大于1mm。
(2)底层焊道均应进行渗透检验,检测方法按《压力容器无损检测》JB4730执行,以无裂纹和其他任何表面缺陷为合格。
(3) 对每道焊缝表面进行色泽检查,其颜色的变化就是表面氧化膜在不同温度下的颜色变化,它们的力学性能也不相同。合格标准见表3。
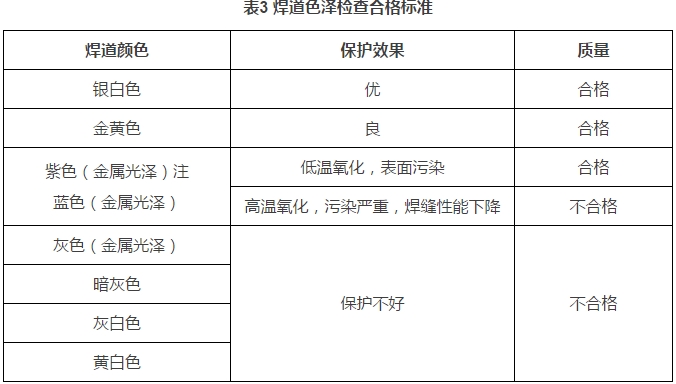
注:区别低温氧化和高温氧化的方法宜采用酸洗法。经酸洗能除去紫色、蓝色者为低温氧化,除不掉者为高温氧化,酸洗技术条件见表4。

注:酸洗后立即用清水冲洗干净、晾干。
(4)RT检验 所有焊道100%RT探伤,检测方法按《承压设备无损检测》JB4730-2005执行。
来源:焊潮网。编辑:明轩
点击标题,查看相关阅读:
— END —




